手机企腾网工厂优选|
手机企腾网工厂优选|













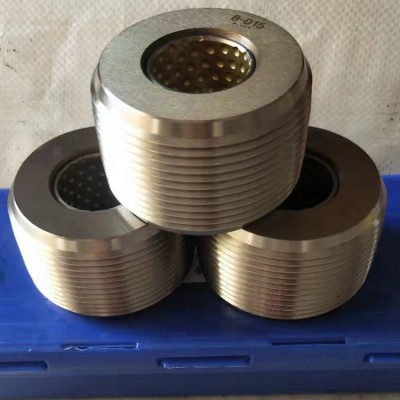
冷挤压套筒挤压操作时采用的挤压力、压模宽度、压痕直径或挤压后套筒
长度的波动范围以及挤压道数,均应符合接头技术提供单位所确定的技术
参数要求。钢筋下料切断要用无齿锯,使钢筋端面与它的轴线相垂直。
不得用钢筋切断机或气割下料。
长度的波动范围以及挤压道数,均应符合接头技术提供单位所确定的技术
参数要求。钢筋下料切断要用无齿锯,使钢筋端面与它的轴线相垂直。
不得用钢筋切断机或气割下料。
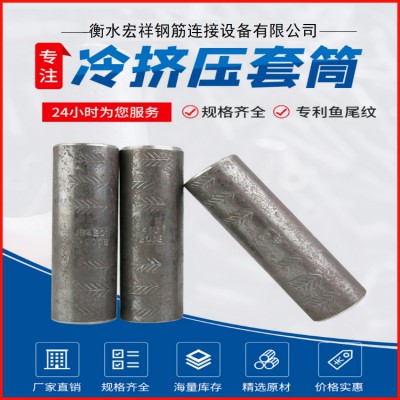
对正压模位置,并使压模运动方向与钢筋两纵肋所在的平面相垂直,
以保证zui大压接面能处在钢筋的横肋上。可采用两种压接顺序:一种
是在施工现场的作业工位上,通过套筒一次性地将两根钢筋压接(宜从
套筒中央开始,并依次向两端挤压)
以保证zui大压接面能处在钢筋的横肋上。可采用两种压接顺序:一种
是在施工现场的作业工位上,通过套筒一次性地将两根钢筋压接(宜从
套筒中央开始,并依次向两端挤压)