 手机企腾网工厂优选|
手机企腾网工厂优选|
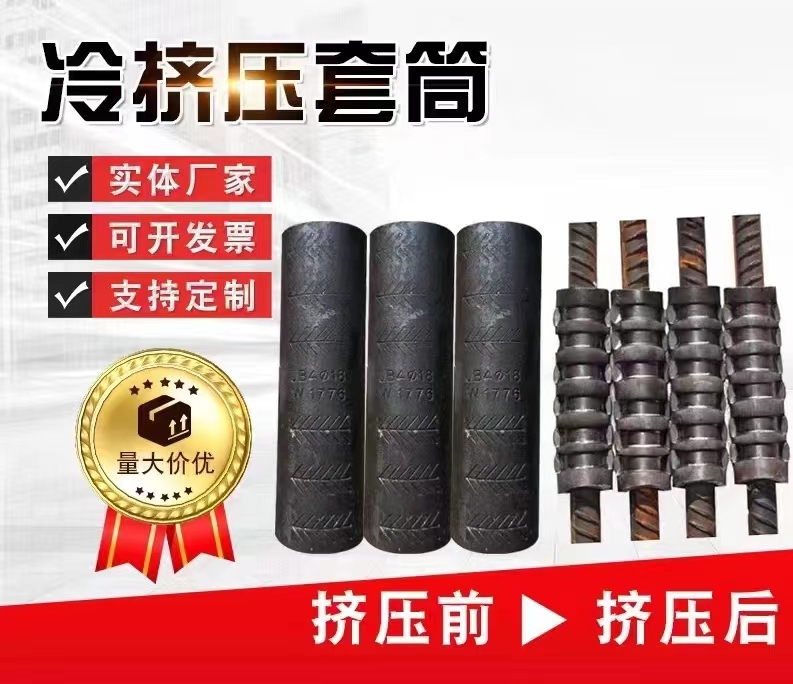
冷挤压套筒的压接,一般宜分2次开展,第1次先将套筒一半套进一根被连接钢筋,压接半个连接头,随后再压接另外半个连接头。



1.钢筋应该有标识线,插进钢筋套筒内,保证插进深层防止压空,钢筋端头 离套筒长度中心点不宜超出10毫米。
2.连接钢筋的轴心与钢筋套筒的轴心应维持同一中心线,防止偏心和弯曲。
3.需从钢筋套筒中间逐扣向端部压接,压模应对准同上压痕位置标记。
4.连接时须充压至规定工作压力,确保2秒左右卸荷。
5.精确测量淘同压接后的延仲长短,并做好连接操作记录
冷挤压套筒挤压操作时采用的挤压力、压模宽度、压痕直径或挤压后套筒长度的波动范围以及挤压道数,均应符合接头技术提供单位所确定的技术参数要求。钢筋下料切断要用无齿锯,使钢筋端面与它的轴线相垂直。不得用钢筋切断机或气割下料。
对正压模位置,并使压模运动方向与钢筋两纵肋所在的平面相垂直,以保证最大压接面能处在钢筋的横肋上。可采用两种压接顺序:一种是在施工现场的作业工位上,通过套筒一次性地将两根钢筋压接(宜从套筒中央开始,并依次向两端挤压)


