 手机企腾网工厂优选|
手机企腾网工厂优选|
球磨机球面瓦所使用的巴氏合金有锡基巴氏合金、铅基巴氏合金等。锡基巴氏合余足以锡为基,加入锑、铜等元素组成的合金,是一种软基体硬质点类型轴承合金.这类合金具有适当的硬度.小的摩擦系数.较好的塑性及韧性,优良的导热性和耐蚀性.适用于大型机器的高速轴瓦.而铅基巴氏合金是以铅、锑为基,加入锡、铜等元素绀成的轴承合金,其硬度、强度、韧性均比锡基轴承合金低,且摩擦系数较大,但价格便宜,一般仅适用于中低载荷的轴承.在选购球磨机球面瓦时.一定要用锡基巴氏合金,否则轴瓦易磨损.工作寿命降低。同时也要注意一些黑心供应商以次充好.鱼日混珠的问题。
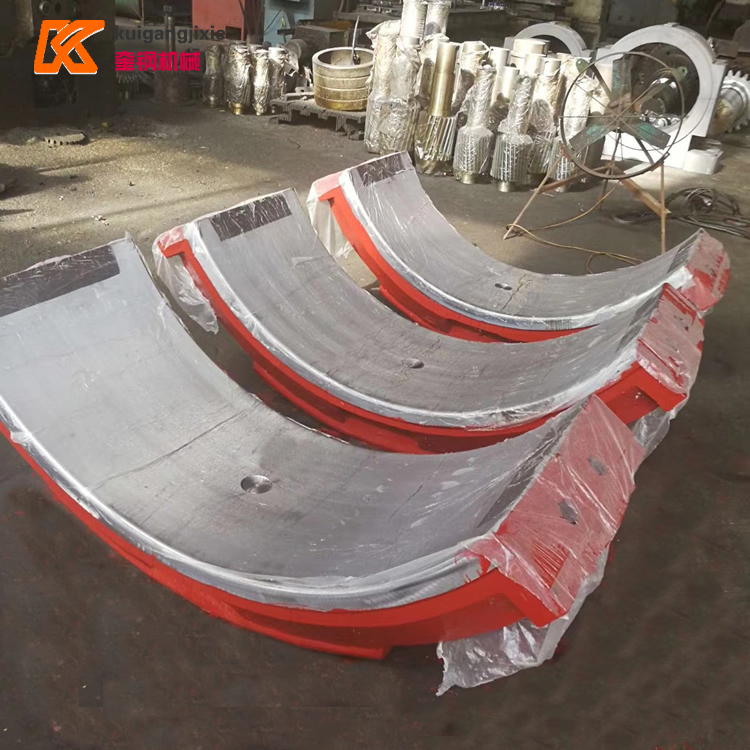
球磨机球面瓦技术要求:
1、主轴承材料不得低于HT20-40的‘各项规定指标。
2、铸件不得有影响机械强度的缺陷(如裂纹、缩孔、气孔和砂眼等)存在。
3、机械加工前铸件进行人工时效处理,以消除铸造内应力,但处理后不得降低材料的机械性能。
4、轴承合金不低于ChPbSn16-16-1.8各项规定指标,合金与球瓦内表面贴合要牢固;
5、在接触范围内不得有脱壳现象及其它缺陷存在。在接触区域度允差不得大于0.500毫米。
6、主轴承本体加工后。浇铸轴承合金前,对轴承冷却水道应进行4公斤/厘米z压力的水压试验,不得有渗漏现象。
7、瓦口两侧间隙总和应大于(0. 0015~0. 002)d,瓦口侧隙深度不低于25~35毫米(d为轴颈直径)。
8、轴承合金加工后,内表面粗糙底不低于面粗糙底不低要与轴颈配研,其接触斑点在20接触角范围内用色法检查,在每25—25毫米2面积上不少于2--3点,其实际接触角26≥75‘~90’。
9、主轴承外球面与轴承座之间必须经过配研,经涂色法检查接触点在25×25毫米:面积上不少于l~2点。球面接触良好,转动灵活,接触四周应有楔形间隙。
球磨机轴瓦瓦面刮研步骤:
粗刮:用三角刮刀采用正前角刮削。将明显凸起部分刮去;然后在球面瓦上涂上显示剂,要求少、薄、匀地涂抹一层;再将球形瓦与球磨机中空轴轴颈研磨,观察球形瓦与中空轴的结合斑点符合要求后进行细刮。 2、细刮:用三角刮刀采用小前角刮削。细刮削刮掉的切屑较薄,应把显示出来的小点子细刮去。反复与中空轴研磨,并反复刮削,使瓦面每平方厘米有1—3个点子为止。但要注意,如中空轴轴颈有拉伤痕迹,要用油石蘸煤油小心将伤痕除去,以手指感觉光滑为好。 3、精刮:三角刮刀采用负前角刮削,刮削的切屑极微小,在合金面不应产生凹痕。刮前应把球形瓦放于主轴承上安装好,涂上显示剂,再把筒体放回主轴承上,人工盘动筒体2—3圈,吊起筒体,仔细观察球形瓦,再进行精刮。每刮研一次,都要擦去金属末,使瓦面干净后再涂显示剂,反复多次修刮,直到接触斑点分布均匀、细小,点子数量达到规定要求为止。



